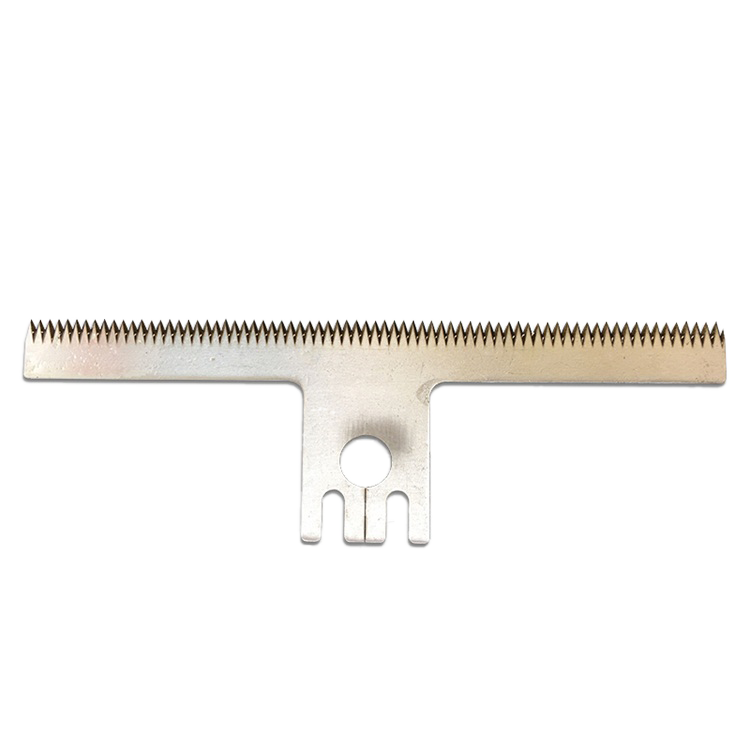









Installed as the stationary or moving knife in VFFS and HFFS bagging machines, cutting polyethylene, polypropylene, and laminated films. The T-shape blade provides the stiffness needed for clean cuts through gusseted or thick-gauge materials.
Non-Standard Packaging Machine Knives
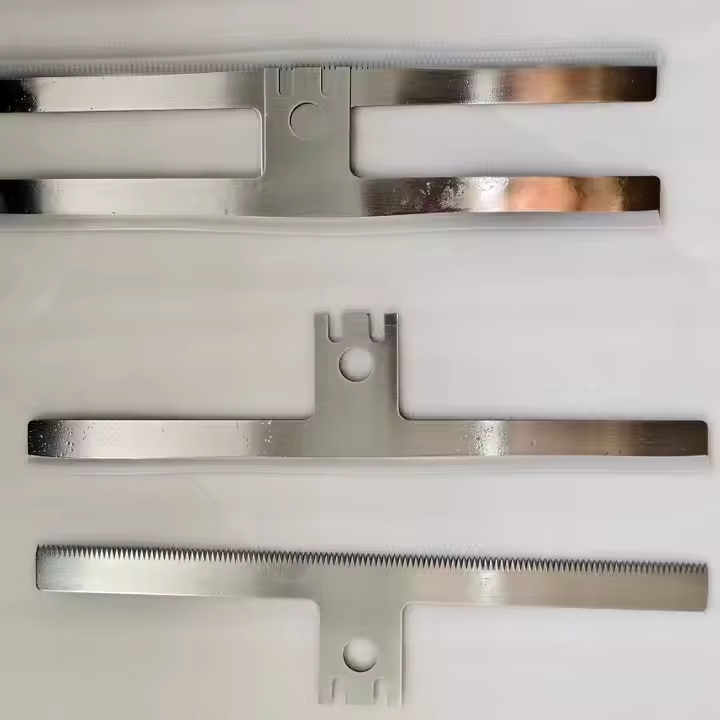
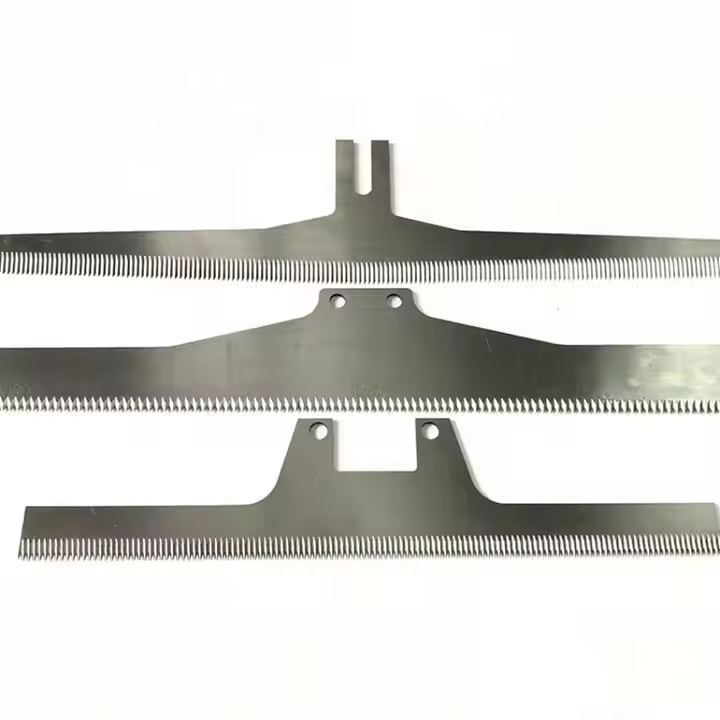
T- shape Blades
T-shape blades for cardboard slotting and packaging lines, supporting clean and stable cuts.
Customized sizes are available, according to your drawing or sample.
- Fully Custom
- Expedited Production Processing











