








Chopping continuous tow into staple lengths for textile spinning, nonwoven fabric production, and composite reinforcement.
Non-Standard Film Slitting Blades
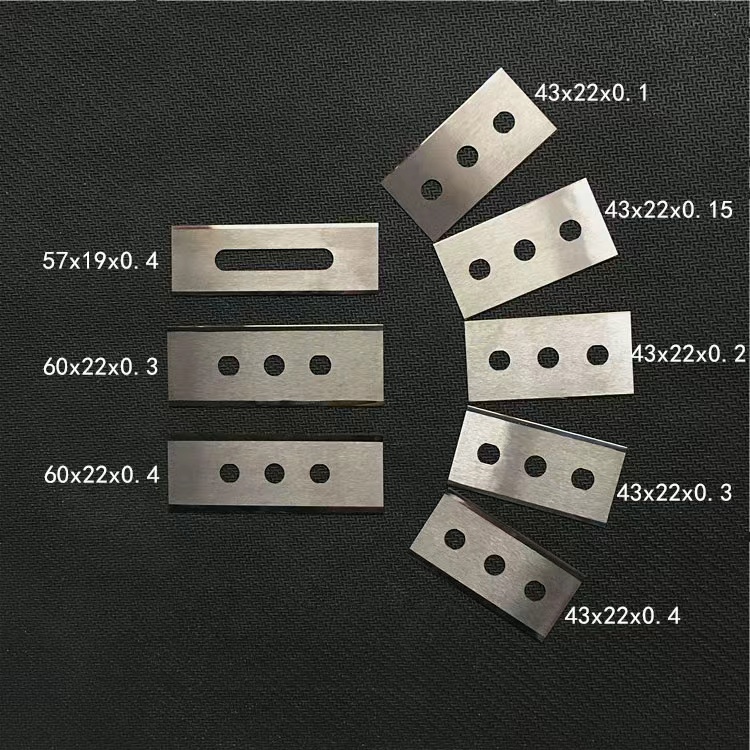
Blades for Cutting Chemical Fibers
YISHI chemical fiber cutting blades are precision-ground from D2 and SKD11 steel, vacuum heat treated to HRC 58–62 for clean, stable cutting in synthetic fiber processing lines.
Customized sizes are available, according to your drawing or sample.
- Fully Custom
- Expedited Production Processing











