


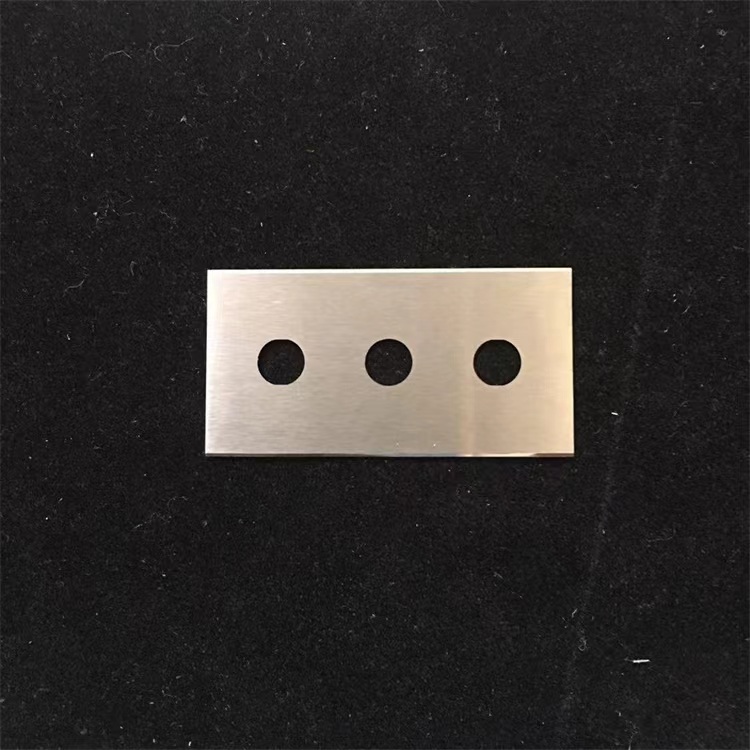
















Installed on duplex or turret slitter rewinders for BOPP, PET, CPP, and PE films. The three-hole mounting provides rigid clamping on pneumatic or mechanical knife holders, maintaining cut quality at speeds above 400 m/min.
Non-Standard Film Slitting Blades
Tungsten Carbide Three Holes Blade
Tungsten carbide three-hole blade for long-life slitting of film, foil, and flexible materials.
Customized sizes are available, according to your drawing or sample.
- Fully Custom
- Expedited Production Processing












