








Custom profiled blades for pouch-making machines, form-fill-seal lines, and stand-up pouch gusset cutters. Blades are matched to machine models from Totani, Mamata, and Hudson-Sharp, replacing OEM specials with equivalent or upgraded steel grades.
Non-Standard Special Shaped Blades
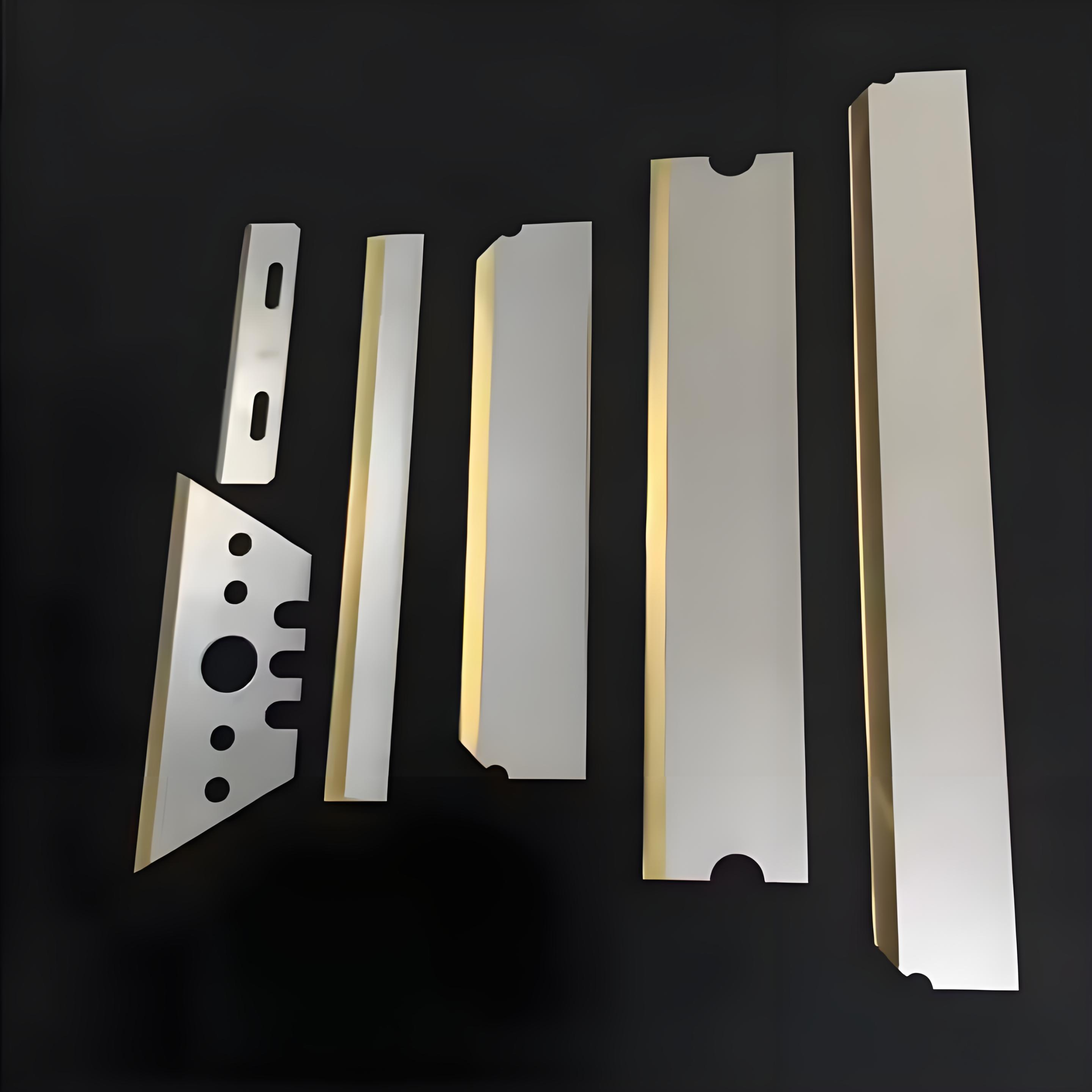
Special Shaped Industrial Blades
Special shaped industrial blades for custom cutting, trimming, and processing applications.
Customized sizes are available, according to your drawing or sample.
- Fully Custom
- Expedited Production Processing











