








Top and bottom slitter blades for sheeting and slitting lines processing thermal paper, kraft paper, and lightweight coated papers. D2 blades at HRC 60–62 provide the edge stability needed for dust-free cuts on high-speed rewinders.
Non-Standard Round Blades
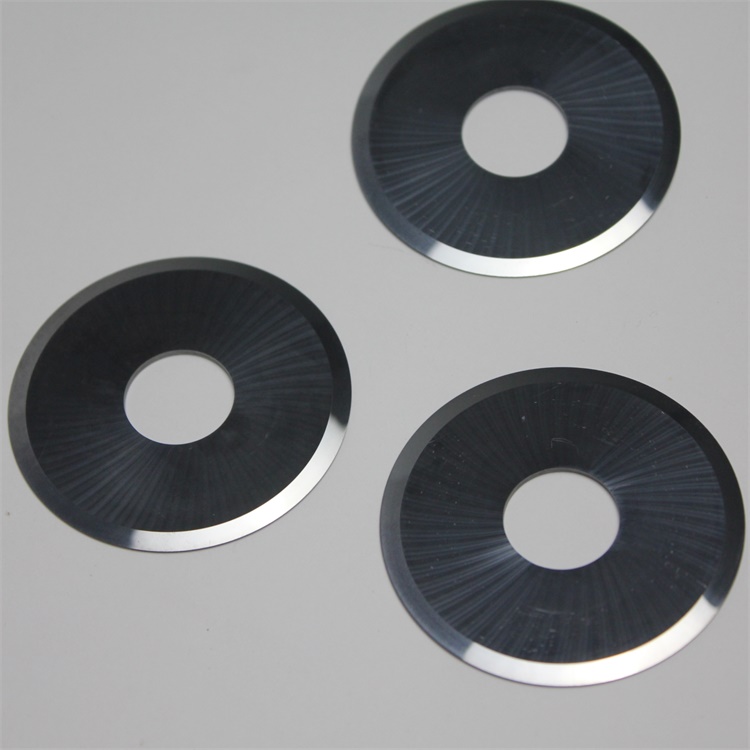
Alloy Slitter Blade
Alloy slitter blade for heavy-duty slitting, delivering clean edges and durable cutting performance.
Customized sizes are available, according to your drawing or sample.
- Fully Custom
- Expedited Production Processing











