Industrial Blades for Coil Slitting & Sheet Shearing Lines

Metal slitting and shearing lines demand repeatable cut quality under high loads, fluctuating strip tension, and strict edge-finish requirements. Yishi Machinery supplies application-matched rotary slitter knives and straight shear blades for sheet and coil operations—built for consistent cut quality, controlled edge finish, and stable performance in production.
Where These Blades Work in Coil & Sheet Operations
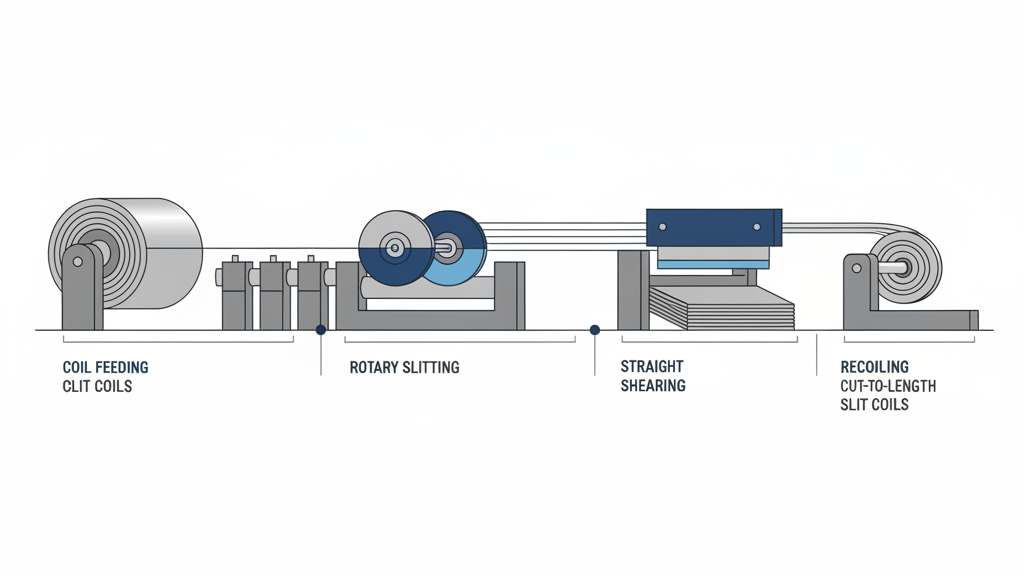
Different cutting stages create different wear modes. Matching blade design to each stage improves edge quality and reduces unplanned downtime.
Coil slitting (rotary slitter knives)
Used for continuous strip cutting where runout control, stable overlap, and edge condition directly affect burr height and strip camber.
Sheet shearing (straight shear blades / guillotine knives)
Used for cut-to-length and blanking operations where straightness, blade alignment, and edge sharpness influence squareness and surface damage.
Cut-off and trimming tasks
Used where consistent cut length, clean edges, and reduced secondary deburring matter for downstream forming or welding.
Typical Metals Processed on Slitting & Shearing Lines
Metal lines often run mixed materials and thickness ranges. Share your material grade and condition so we can recommend a practical blade setup.
- Carbon steel and galvanized sheet/coil
- Stainless steel (austenitic/ferritic/duplex depending on line)
- Aluminum and alloy sheets
- High-strength steels (where edge stability and setup control become more critical)
What Controls Edge Quality on Slitting & Shearing Lines
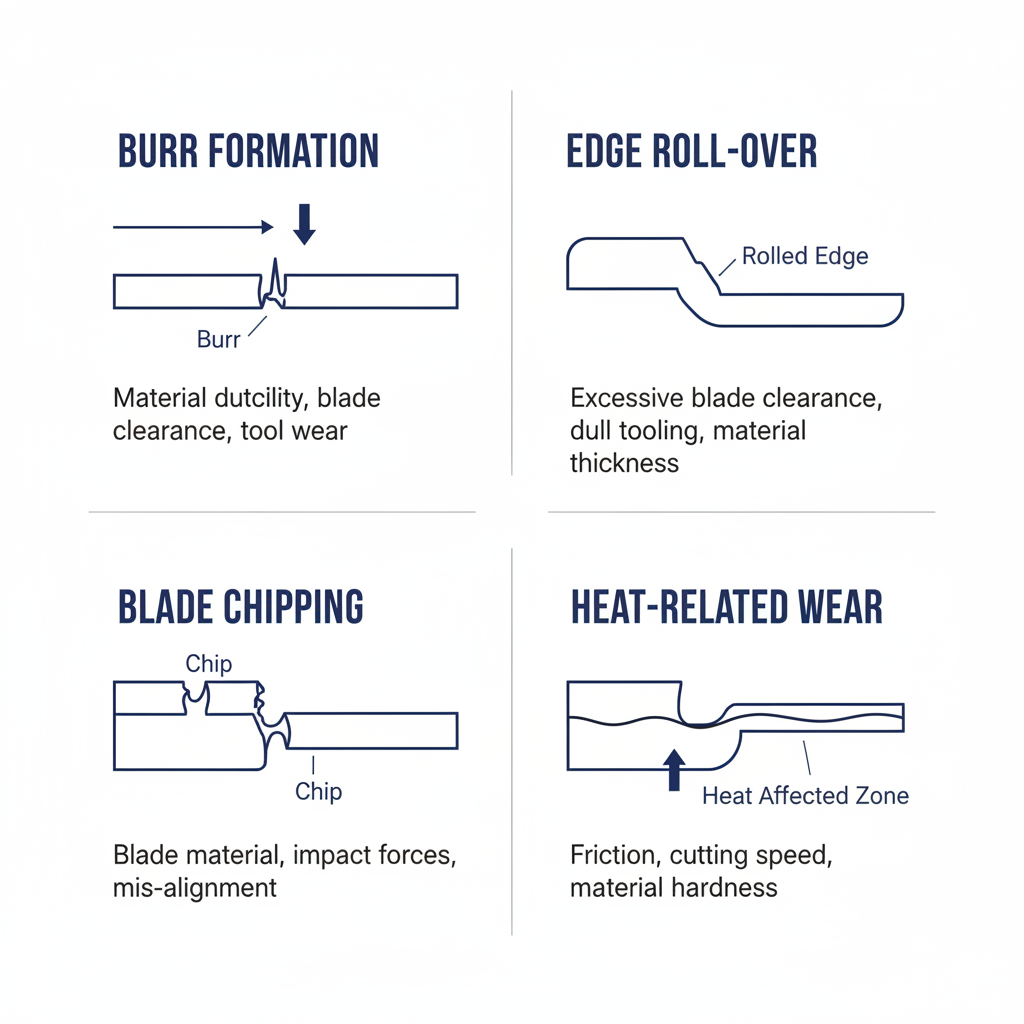
If you want to win the keyword “metal slitting & shearing” you must answer what buyers truly care about: burr, roll-over, edge cracking, and stability over time.
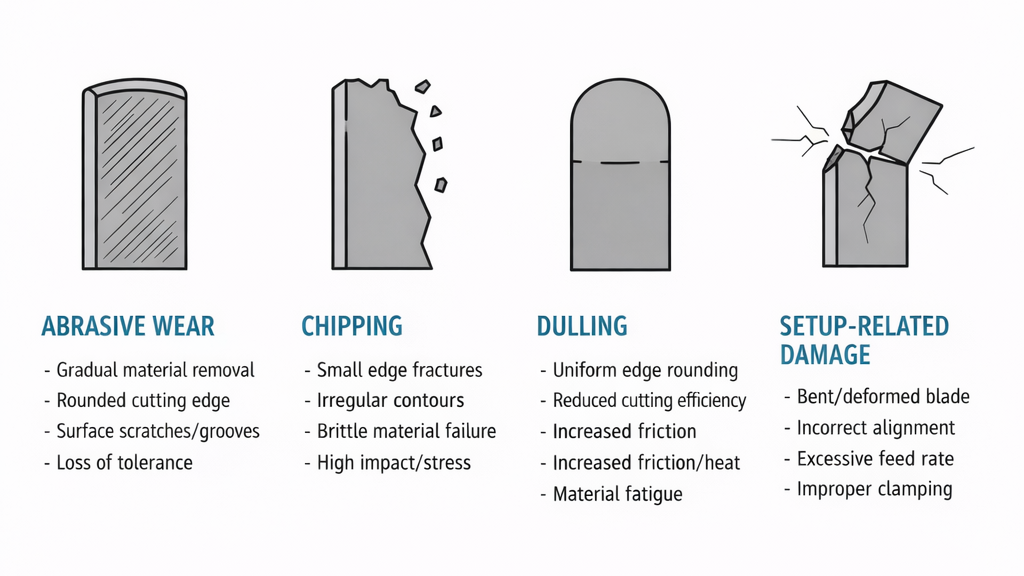
Burr growth and edge finish drift
Often caused by wear pattern, unstable overlap, or inconsistent strip tension. Blade material and edge preparation should match your line speed and wear mode.
Chipping and micro-fractures
Common when cutting higher-strength materials or when inclusions and hard spots appear. A toughness-oriented material choice and stable heat-treatment control help reduce brittle failures.
Heat build-up and premature dulling
High line speeds and abrasive conditions can accelerate edge rounding. Surface condition and controlled edge geometry improve stability.
Setup sensitivity (overlap/clearance/alignment)
Even high-quality blades underperform if setup is inconsistent. Correct overlap/clearance and repeatable grinding help keep edge quality stable.
Blade Solutions We Provide for Metal Processing
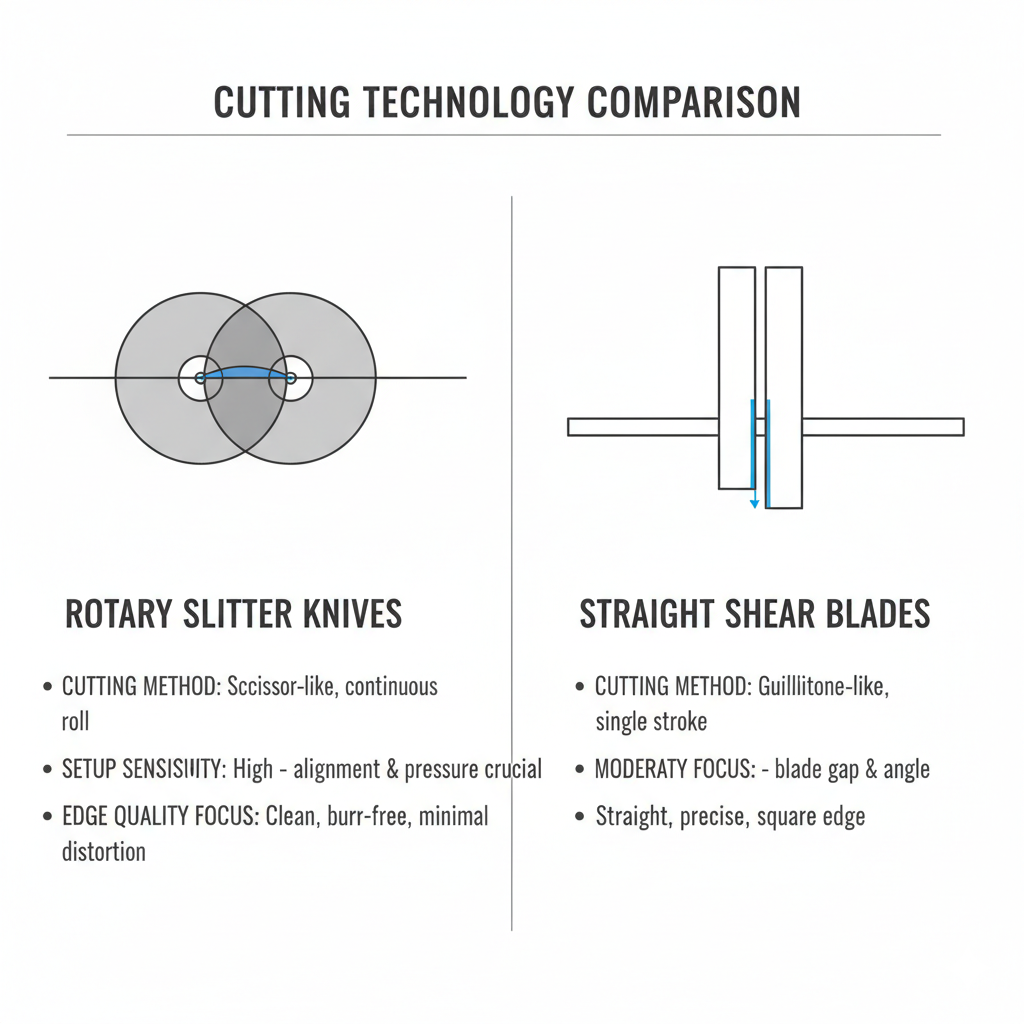
Rotary slitter knives
Designed for controlled runout and repeatable edge finish. We support blade sets matched to your slitting method and quality targets.
Straight shear blades
Built for stable squareness and repeatable cut quality in sheet operations. Suitable for cut-to-length and general shearing tasks.
Top & bottom slitting sets and matched components
When blades work as a pair, matching grinding consistency and edge condition is essential for stable results and predictable wear.
Custom metalworking blades
Non-standard profiles, hole patterns, or geometry requirements supported from drawings or samples.
Material and Performance Options (Selection Logic)
We recommend materials based on your main failure mode (burr growth vs chipping vs heat-related wear), not on generic “harder is better.”
Tool steel options (balanced toughness + wear resistance)
A practical choice for many slitting and shearing lines where impact stability and predictable performance are required.
Carbide options (higher wear resistance, setup-sensitive)
Best for high-wear conditions where maximum edge retention is the priority and line setup is stable enough to prevent brittle failures.
Heat treatment and hardness control
Consistent heat treatment helps deliver predictable performance and repeatable regrind cycles. We focus on stability and practical service life for real production.
From Requirement to Delivery
Step 1 — Line and application review
Tell us your line type (slitting or shearing), material, thickness, speed, and edge-finish target. If you have current blade issues, share symptoms and photos.
Step 2 — Geometry and material recommendation
We propose a practical combination based on wear mode and cut quality requirements.
Step 3 — Manufacturing and grinding
Precision grinding supports consistent dimensions and stable edge finish—critical for repeatable performance across blade sets.
Step 4 — Inspection and packing
Dimensional checks and edge condition review before export-ready packing to protect edges and surfaces.
What to Send for a Fast, Accurate Quote
- Blade drawing (preferred) or clear photos with dimensions
- Line type (slitting / cut-to-length / shearing)
- Material grade and thickness range
- Production speed or typical operating condition
- Current issues (burr growth, chipping, edge marks, short life)
- Quantity and repeat frequency (trial or production supply)
FAQ
Can you manufacture blades from drawings or samples?
Yes. We can manufacture from drawings or samples and confirm critical dimensions for fit and stable cutting performance.
How do I reduce burr and keep edge finish stable longer?
Burr control depends on wear mode and setup stability. Share your material, thickness, and failure symptoms so we can recommend a practical blade material and edge preparation approach.
Do you support trial orders before repeat supply?
Yes. Trial orders help validate fit and cut quality before repeat purchasing.
Can you help with setup guidance?
We can share practical guidance related to blade configuration and application conditions to improve consistency and reduce premature failures.
Do you ship globally with protective packing?
Yes. We support export-ready packing designed to protect cutting edges and surfaces, plus standard documentation for international shipments.




